 中文简体
中文简体



Previous Post
The advantage of embossed wood texture lies in its realistic touch and clear layering, but there has always been a debate in the industry: deep texture equals more “invasion channels”.
Water vapor can penetrate along the textured grooves and pressing stress areas, causing surface blistering, delamination, and edge swelling.
More Tech: yakco technology
The deeper the texture, the greater the risk.
YAKCO's 3D embossed wood texture panel achieved Grade 5 (the highest grade) in the resistance to vapor test. Under the condition of continuous spraying with 100°C boiling water vapor, the surface showed no blistering, no delamination, and no discoloration.
Behind this data lies a systematic engineering effort spanning substrate, pressing, and resin matching. The following sections break down the implementation path of “deep texture is not afraid of steam” from a technological process perspective.
0.8mm is not “carved out”, it is “pressed out”
YAKCO's deep-texture pressing production line is the first of its kind in China, achieving a texture depth of 0.8mm and covering hundreds of board surfaces including wood texture, stone texture and leather texture.
The process route is: the impregnated paper saturated with melamine resin is formed in a single hot-pressing step using a steel plate mold. The resin cures under high temperature and high pressure, “replicating” the concave-convex texture from the steel plate onto the board surface.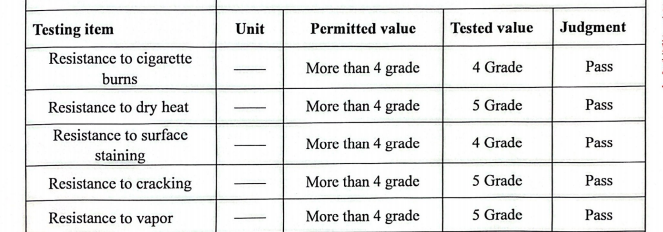
There is a technical contradiction here: pressing deep textures requires greater pressure and longer holding time to ensure that the resin fully fills the grooves and forms a sufficiently thick protective layer on the raised areas.
However, if the pressure is too high or the time too long, the resin may become over-cured and brittle, leading to cracking under later thermal cycling or moisture impact.
YAKCO’s pressing line solves this problem.
The production line is equipped with a fully automatic variable‑area pressure control system and a short-cycle press with high heat transfer efficiency.
It can adjust the pressure curve and pressure distribution in real time according to the depth and density of different textures, maintaining surface flatness and resin toughness while ensuring the fidelity and fullness of the deep texture.
This means that the 0.8mm deep texture is not physically “carved out”, but precisely “pressed out” during the resin curing process– the resin coverage layer in the textured grooves remains uniformly dense, leaving no "weak zones" for water vapor to penetrate.
The first line of defense against vapor: interfacial anchoring of the resin
In the resistance to vapor test, there are three main pathways through which moisture attempts to penetrate: micro‑pores in the resin layer itself, the interface between the resin and the substrate, and the exposed substrate cross‑section at the board edges.
The most susceptible to failure is the resin‑substrate interface– if the resin infiltration is insufficient or curing is incomplete, moisture will spread laterally along the interface, eventually causing the entire decorative layer to “peel off”.
YAKCO's substrate provides the support.
The substrate’s internal bond strength tested at 0.36 MPa (national standard ≥0.35 MPa), indicating that the wood particles and adhesive inside the substrate are tightly bonded, with a flat surface and low porosity.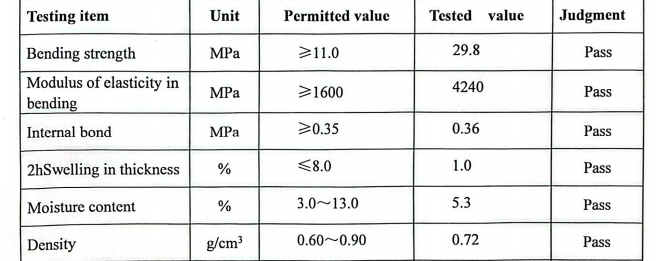
More importantly, the scientific hot‑pressing parameters during the pressing process allow the melamine resin to fully infiltrate the substrate surface layer and anchor firmly.
This anchoring is not a single point, but a “rivet” structure formed by the resin penetrating into the fiber gaps of the substrate surface layer, resulting in interfacial bonding strength far higher than physical stacking.
When water vapor attempts to break through the interface, this anchoring structure provides a substantial physical barrier.
A stable substrate ensures deep texture does not “deform”
The 0.8mm deep texture imposes higher demands on substrate flatness and density uniformity. During pressing, the raised areas of the steel plate press down on the substrate surface. If the substrate is locally too loose, the uneven rebound after pressing will cause blurred texture edges and inconsistent groove depths.
If the substrate is locally too dense, stress concentration may lead to micro‑cracks in the decorative surface.
YAKCO’s substrate density tested at 0.72 g/cm³ (national standard 0.60~0.90), with uniform distribution, avoiding local over‑loose or over‑dense areas.
The moisture content is 5.3% (national standard 3.0%~13.0%), with low shrinkage and swelling amplitude.
This means that after pressing, the substrate itself has low internal stress and will not undergo excessive deformation due to temperature or humidity changes to "pull" the decorative layer. As a result, the deep texture will not "deform" or "crack" later.

Application scenarios: deep‑texture boards finally dare to enter “high‑moisture” areas
Traditionally, deep‑texture boards are considered suitable for dry areas (living room feature walls, wardrobe doors), but caution is needed near sinks, steam ovens, or wet zones.
With its Grade 5 resistance to vapor, YAKCO's 3D embossed wood texture panel makes the following scenarios feasible:
1.Side of open kitchen island: Near the sink and dishwasher, daily exposure to moisture– the deep wood grain texture remains intact. The textured grooves do not trap water, and cleaning leaves no residue.
2.Cabinet doors in dry area of bathroom: In the steam environment after a shower, the deep‑texture decorative surface does not blister or delaminate, and the wood‑like touch adds warmth to the bathroom space.
3.Commercial tea shop walls: In the moisture‑laden environment around ice makers and water boilers, the deep‑texture board withstands long‑term steam cycling. The visual wood texture is no longer at odds with commercial space durability.
4.Hotel SPA area storage lockers: In alternating hot‑humid environments, the deep‑texture board passes the Grade 5 resistance to vapor test, remaining flat over the long term and reducing maintenance and replacement frequency.
Large‑scale production ensures consistency: the quality control logic behind 30+ pressing lines
Deep‑texture pressing demands much higher process stability than flat panels. If the pressure and temperature distribution of a single pressing line deviate, different batches will show inconsistencies such as uneven texture depth and colour differences.
YAKCO has more than 30 pressing lines, with annual production capacity and pressing scale among the top in East China.
To ensure consistency across multiple lines, the production lines are equipped with a fully automatic multi‑side chamfering system and an automatic stainless steel backing plate replacement system, reducing errors caused by manual intervention.
In addition, YAKCO has been conducting special process optimisation for deep‑texture boards since 2018, accumulating years of production data on deep pressing, which can be used to adjust pressure curves and temperature distribution.
Large‑scale production is not a compromise on quality, but a means of narrowing the process window through standardised output.
Conclusion
Grade 5 resistance to vapor is not a “nice‑to‑have” indicator. For a 3D embossed wood texture board with 0.8mm deep texture, it is the systemic output of the coupling between resin formulation, pressing process control, and substrate stability.
YAKCO uses data to prove one thing: deep texture does not mean difficult to maintain. The deeper the texture, the more a solid technical system is needed to support it.
YAKCO specialises in the R&D and manufacturing of Melamine Faced Boards.
With a 50‑mu factory area, more than 30 pressing lines, and multiple series including 3D embossed wood texture, rock design, leather design, and Art Deco styles.
YAKCO provides a decorative surface solution that combines touch and durability for high‑end residential and commercial spaces.
About Wood Panel: 3D Embossed Wood Panel





